
Collet Chuck
Cat:Maskinværktøjsdele
Kategori: Produktion af hjælpeprodukter Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO90...
Mere01
Oprindelsen af den centerløse grinder
Oprindelsen af den centrale more kan spores tilbage til det tidlige 20. århundrede. På det tidspunkt udviklede biler sig hurtigt, og mere end 20 bilfirmaer som Mercedes-Benz, Ford og General Motors blev etableret efter den anden. Automobile -produktionsorganisationsformularen indtastede standardisering og samlebåndsproduktion. Den centrale slibemaskine blev født under efterspørgslen fra bilindustrien for høj produktionsvolumen af præcisionsdele.

Bilproduktionsværksted i begyndelsen af det 20. århundrede
I 1921 accepterede Cincinnati Milling Machine Company en slibordre fra Ford Motor Company, fremstillede ti centerløse slibemaskiner i tiden og leverede dem til Ford den 17. februar 1922.

Cincinnatis centerløse slibemaskine leveret til Ford
Med fødslen af den centerløse slibemaskine er de dimensionelle nøjagtighed og rundhed af delene blevet direkte forøget med et kvarter, og produktionstiden er faldet til en tiendedel af originalen. Denne centrifugalslibningsteknologi muliggør ikke kun masseproduktion, men muliggør også fremstilling af udskiftelige dele.
02
Udvikling af centerløse slibemaskiner i vores land
I mit land startede centerløse slibemaskiner sent, men udviklede sig relativt hurtigt og har oplevet tre større faser: imiteringsproduktion, selvdesign og moderne design.
1. imiteret produktionsstadium
1954-1960 var imiteringsstadiet. I 1954 imiterede Wuxi Machine Tool Factory den almindelige midtløse slibemaskine M2075. I 1957 blev den brede sandcentreløse grinder M1075K efterlignet.

Mit lands centerløse kværne
2. selvdesignstadium-Selvudvikling af mit lands centerløse grinder M1025
I oktober 1956 begyndte Wuxi Machine Tool Factory at designe M1025 -sliben under vejledning af sovjetiske eksperter. Gennem den fælles indsats fra teknikere og gamle arbejdere blev forskellige tekniske vanskeligheder overvundet. I marts 1958 blev det nye produkt samlet, og vurderingen blev vedtaget.
Dette er den slibemaskine designet af Wuxi Machine Tool Factory, og det er også den selvudviklede centerløse slibemaskine i mit land. Den vellykkede udvikling af denne centerløse slibemaskine har akkumuleret en masse værdifuld erfaring til den efterfølgende forskning og udvikling af vores centerløse slibemaskine.
Fra 1961 til 1970 er Wuxi Machine Tool Factory Special Centerless Grinding Machines til behandling af gasventiler, kuglestifter, krydsaksler, stålrør, motoriske aksler osv. Designet i Kina. Disse markerer modenheden af selvdesigner af centerløse slibemaskiner i vores land. I denne periode producerede Wuxi Machine Tool Factory, Xianfeng Machine Tool Factory, Benxi Second Machine Tool Factory, Changchun Machine Tool Factory og andre producenter successivt en række almindelige centerløse slibemaskiner.
3. moderne designstadium
Med udviklingen af videnskab og teknologi, siden de tidlige 1980'ere, er centerløse slibemaskiner gået ind i det moderne designstadium. Mit land har ikke kun udviklet en ny generation af slibemaskiner med høj præcision og højhastighedscentreløse slibemaskiner, men også anvendt modulært design, statisk og dynamisk finit elementdesign, computerstøttet design og optimeringsdesign til design af centrale slibemaskiner.
03
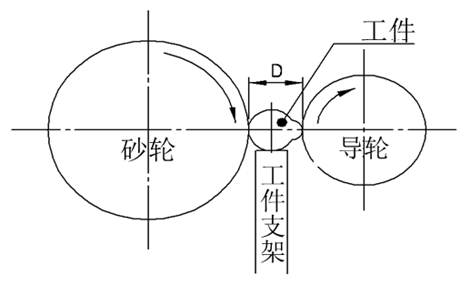
Arbejdsprincip og metode til centerløs slibemaskine. Som navnet antyder, er den centrale more en type slibemaskine, der ikke behøver at klemme midten af emnet for at slibe. Det er hovedsageligt sammensat af tre mekanismer: slibning af slibningshjul, guidehjul (justeringshjul) og arbejdsemnebeslag (palle). Funktionen af slibningshjulet er at fjerne overfladen fra slibningen og generere den ønskede grad af lys; Vejledningshjulets funktion er at kontrollere slibningens rotationshastighed; Arbejdsstykket bruges til at understøtte slibningen under slibning.
I henhold til emnets feed -metode er der tre centerløse slibemetoder:
Metode til fodring af retning: Velegnet til slibning af multi-diameter eller specielle formede arbejdsemner. Gennem fodringsmetode: Den har høj produktionseffektivitet til slibning af nåluller, cylindriske ruller og koniske ruller. Tangential fodringsmetode: Evne til at slibe et specielt formet arbejdsemne, såsom en sfærisk rulle.
04
Fordele og ulemper ved midtløs slibning og cylindrisk slibning
Vi ved, at cylindriske slibemaskiner blandt alle slibemaskiner er de meget anvendte værktøjsmaskiner og kan behandle forskellige cylindriske koniske ydre overflader og skulderendoverfladeslibere. Så når vi behandler et emne, skal vi vælge centerløs slibning eller cylindrisk slibning? Dette kræver forståelse af deres egenskaber og fordele og ulemper.
Vi har netop introduceret arbejdsprincippet for den centrale mord, og følgende er dets egenskaber.
1. Kontinuerlig behandling, ikke nødvendigt at trække værktøjet tilbage, kort tid til klemme af arbejdsemner og høj produktivitet.
2. Beslaget og guidehjulspositioneringsmekanismen har bedre understøttelse af stivhed end almindelig cylindrisk slibemaskiner og den centrale rammemekanisme, og kan være større i skærevolumen, hvilket er befordrende for behandlingen af slanke skaft-arbejdsemner, hvilket gør det let at opnå højhastighedsslibning og stærk slibning.
3.. Arbejdsstykket af den centrale ydre cylindriske slibemaskine er placeret på positioneringsmekanismen ved den ydre cylindriske slibemaskine. Slibemængden er godtgørelsen i diameteren af emnet. Derfor er slidet af slibningshjulet, kompensationen af fodermekanismen og den gentagne placeringsnøjagtighedsfejl i skæremekanismen på diameteren og dimensionel nøjagtighed af delen kun halvdelen af den almindelige ydre cylindriske slibemaskine. Det er ikke nødvendigt at bore et centralt hul, og det er let at opnå automatisk belastning og losning.
4.. Den brede slibende hjulcentrelfri slibemaskine passerer gennem mekanismen, hvilket kan øge behandlingsgodtgørelsen hver gang. Når man skærer i slibningen, kan komplekse overflader males i rækkefølge eller flere slibningshjul, som har høj produktivitet og en bred vifte af påføring.

Sammenlignet med midtfri ydre cylindriske slibemaskiner er følgende egenskaber:
1. Med hensyn til slibningseffektivitet er cylindrisk slibning langt værre end midtløs slibning, så produktionsomkostningerne er relativt høje.
2.. Sammenlignet med centrifugalslibning er fordelene ved ekstern cylindrisk slibning også meget åbenlyst. Den cylindriske fejl, der genereres under drejebænkforarbejdningen foran rullekernen, kan korrigeres; For det andet kan trinakslen males; Hvis det er en CNC -ekstern cylindrisk slibemaskine, kan den også males i mellemstore og høje eller lysbueoverflader.
3. Med hensyn til den samlede cylindriske nøjagtighed er cylindrisk slibning generelt bedre end centrifugalslibning.
05
Centerless Grinder Processing Locomotive Diesel Engine Valve Rod
Efter at have indført fordele og ulemper ved centerløs slibning og cylindrisk slibning, så lad os se på en praktisk applikationssag.

Lokomotivdieselmotorventil
Ventiler er en vigtig del af driften af dieselmotorer. I 1970'erne og midten af 1980'erne vedtog virksomheden den traditionelle cylindriske slibeproces (begge slutpositioneringsmetode), men da ventilstanglængden og diameterforhold er større end 10 (se figuren nedenfor).
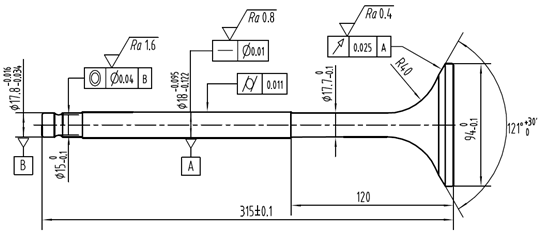
DF11 Lokomotivdieselmotorventil
Den traditionelle cylindriske slibemetode reducerer stivheden af slibningsprocesystemet. På samme tid er der generelt ujævnhed i størrelsen på ventilstangen efter slibning, især problemerne med trommerdefekter i stangen og lav behandlingseffektivitet er ikke blevet løst godt.
I midten af slutningen af 1980'erne introducerede virksomheden japanske centerløse slibemaskiner. Den samlede rute for ventilforarbejdningsteknologien blev redesignet omkring stangen ved hjælp af centerløs slibemetode (skæring af slibemetode). I den efterfølgende behandlingsproces blev fordelen ved midtfri slibningsproces for ventilstangen tydeligt reflekteret, hovedsageligt manifesteret i: god dimensionel tolerance konsistens (inden for 0,02 mm), god overfladegruppe ensartethed (enhver overfladefremhed af stangdelen er inden for RA0,35), og centerfri slibning kan opnå høj form og positionstolerance krav.
Virksomheden lærte af årtiers erfaring med massefremstillingsventiler, at ventilstangdelen vedtager centerløs slibning er den effektive og praktiske batchbehandlingsmetode. Med den kontinuerlige udvikling af ventilproduktmarkedet har virksomhedens to ventilproduktionslinjer i øjeblikket flere centerløse slibemaskiner (Microsa, Japan og Guangyang, Japan) til midtfri slibningsventilstangdel. Udstyrets behandlingsspecifikationer kan påtage sig forskellige typer mellemhastighedsdieselmotorens marine ventiler og kan hjælpe kunder med forskning og udvikling af høje omkostningseffektive dieselmotorventiler.

Midtløs slibemaskine
06
oversigt
Midtløs slibning er en højproduktionseffektiv præcisionsbearbejdningsmetode i de aktuelle mekaniske behandlingsmetoder. Denne slibemetode kan gøre det muligt for emnet at opnå god overfladebehandlingskvalitet, høj behandlingsnøjagtighed og høj behandlingseffektivitet. Det er vidt brugt til behandling af stifter, slanke stænger og rør med lange diametre og er vidt brugt inden for bærende fremstilling.
I de senere år har mit lands maskinværktøjsfabrikker, der producerer centerløse slibemaskiner, holdt trit med udviklingen af tiderne og bestræbt sig på at forbedre ydelsen af centerløse slibemaskiner. Selvom der stadig er et bestemt hul med udenlandske avancerede centerløse slibemaskiner i anvendelsen af nye materialer og forskning og udvikling af nye teknologier, står mit lands centrale grinderproducenter med vanskeligheder og stræber efter at overvinde tekniske vanskeligheder, hvilket har ført til mit lands centrale gribeteknologi, der udvikler

Kategori: Produktion af hjælpeprodukter Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO90...
Mere
Kategori: Special Valve CNC Grinder Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO9001: ...
Mere
Kategori: Plasma -svejsningsudstyr Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO9001: 2...
Mere
Kategori: Færdig produkttestudstyr Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO9001: 2...
Mere
Kategori: Produktion af hjælpeprodukter Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO90...
Mere
Kategori: Produktion af hjælpeprodukter Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO90...
Mere
Kategori: Produktion af hjælpeprodukter Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO90...
Mere
Kategori: Produktion af hjælpeprodukter Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO90...
Mere
Kategori: Produktion af hjælpeprodukter Produktoversigt: Virksomheden har bestået certificering af forskellige systemer, såsom ISO90...
Mere
 86-13584767515
86-13584767515
86-0515-89500828
 Nr. 1, Industrial Concentration Area, Wulie Town, Dongtai City, Jiangsu -provinsen
Nr. 1, Industrial Concentration Area, Wulie Town, Dongtai City, Jiangsu -provinsen
Produkt


